文/李健
关键词:中航标 精益管理 仓储管理 SLP法 定置管理 ABC分类法
中国航空工业标准件制造有限责任公司(简称中航标)是我国航空工业唯一的整机、全系列标准件、高强度紧固件及小零件的专业化科研生产基地。近年来,随着客户需求逐渐趋向多品种、多批次、短周期、小批量,公司原有仓储管理模式难以满足企业发展需要。为此,公司探索运用精益管理方法,通过优化仓储功能布局、改善货架陈列、合理配置仓储资源,大幅提升了产品库快速响应能力和仓储周转效率。
问题为导向,查找仓储管理软肋
公司通过深入调研和系统分析,查找梳理出仓储管理方面主要存在仓储布局不合理、货架老化、产品保管分类不合理、信息化程度低等问题。
1. 仓储布局不合理
产品库功能分区没有经过科学的产品出入库数量及频率测算,仅凭以往的经验进行模糊划分,将货架运至产品库内随意放置,导致后期许多产品无位可放或同一类型产品分散存储,增加了寻物难度,也降低了仓库空间利用率。并且,出入库周转区位于同一位置,容易发生产品混料情况。
2. 货架老化
产品库货架为木质结构,一方面由于年久失修,约60%的货架呈老化甚至破损状态;另一方面由于货架规格不统一,且各类货架格子间距差别较大,无法统一摆放产品。
3. 产品保管分类不合理
产品库采用客户归属、产品图号以及配套机型三种货架分配方式,有的产品按客户归属分类(如X1厂产品、X2厂产品),有的产品按图号分类(如H1、H2),有的产品按配套机型分类(如W8、W9),导致产品分类出现交叉矛盾甚至混乱状况。比如有的产品既可归属客户分类,也可归属图号分类。产品库堆放了大量的半成品及待处理品,不仅占用物流通道,还严重影响产成品的正常存储。
4. 信息化水平低
由于缺乏信息化技术手段支持,产品出入库完全由库管人员按各自的操作习惯作业,导致产品存放位置只有库管责任人员才能准确把握,造成库管人员冗余却难以有效提升产品拣选效率的局面,人为增加了仓储管理成本。
针对存在的问题,公司决定运用精益管理方法来改善仓储管理,以期在降低仓储管理成本的基础上,提高产品库拣选效率和库存周转率。
SLP法:优化仓储功能布局
SLP分析方法是通过分析各作业区域之间的物流强度,来确定功能区的布局位置。此方法已被广泛应用于制造业、物流业等各种设施的布局设计。
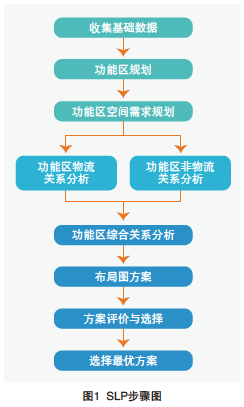
根据公司产品库的特点,中航标采用SLP分析方法对产品库进行布局优化,具体步骤如图1所示。
1. 划分功能区域
根据各作业区域的物流作业关系,将产品库划分为入库周转区、存储区、出库周转区、退货区、发货区、检验区6个功能区域。同时,设置了设备停放区和综合管理区2个非物流区域,以满足库管人员办公和仓储设备停放等需求。
2. 测算产品空间需求
根据最近两年来公司产品的平均库存量和收发货情况,分别测算出上述各功能区域的相关面积需求。物流功能区域主要根据物流量、作业类型和设备对空间的需求进行估算;非物流功能区域主要根据库管人员数量和设备对空间的需求进行估算。确定功能区后,还需要进一步确定功能区域的相对位置。为此,公司仓储管理部门通过对产品库各功能区之间的物流关系和非物流关系进行系统分析,得出各功能区域的紧密程度综合等级排序,进而确定位置相关图,为布局方案提供参照依据。
3. 产品分类存储
根据产品特性划分仓库区域,不同类型的货品存放在不同区域,以方便管理,避免了混料现象的发生。通过U型布置将各功能区域有机结合,同时又避免了物流路线交叉,有效缩短了货品往返搬运的距离。同时,在入库周转区和出库周转区设置传送带,从而提高产品的周转效率。
产品库布局调整优化以来,公司产成品月平均周转周期逐月递减,其中2019年6-12月的产品月平均周转周期为11天,同比减少了9天。
定置管理:改善货架陈列
定置管理是通过科学利用场所,改善现场条件,促进人与物的有效结合。中航标的航空标准件产品具有体积小、规格多、保管规则差异较大的特点,对库房货架的规范化和标准化有着更高的要求,而产品库原有货架设计已经无法适应市场需求。为此,公司仓储管理部门运用定置管理方法,对货架进行重新设计更新。
针对航空标准件部分产品需要油封包装的特点,采用塑料袋对产品进行外包装,并将包装后的产成品通过周转盒放置到指定库位。鉴于公司目前采用人工“摘果”式仓储拣货模式,货架不宜过高,因此将货架规格设定为4层,高170cm,周转盒大小为35cm×25cm×30cm(长×宽×高),以40cm为基准摆放,则一层可摆放5个周转盒,一个货架的容量为20个库位;根据公司一年的平均存储量估算,需要货架数量约400个。
运用定置管理改善货架陈列后,仓库整体布局更加紧密,库位配置更加合理,空间利用率提升30.52%;采用统一的库位编号,使得产品标识更清晰、醒目,便于拣选。
ABC分类法:合理配置仓储资源
仓储产品分类目的在于更好地管理仓库中的产品和更有效地利用仓储空间,防止混料情况发生,常用的分类方法是ABC分类法。在仓储管理中应用ABC分类法的目的主要有两个:一是科学合理配置仓储资源,提高仓容利用率,从而提高仓储管理绩效;二是根据出入库频率对产品进行分类,合理安排储位,优化存取作业流程。
公司目前以同一大类的图号为产品的分类、分区标准,对库存产品进行分类管理。产品按照图号类型分为H1、H2、H3、H4、H5及H6六大类产品,相应存放于6个仓储区域。
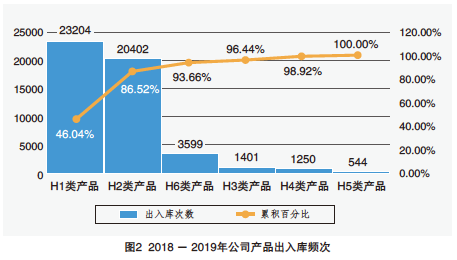
以公司2018年1月至2019年12月两年间的产品出入库次数和2019年全年各类产品的订单量为基础数据,对六大类产品的出入库情况和订单量进行分析(如图2所示),将出入库频次和产品库存量高的产品定为A类产品,出入库频次和库存量低的产品定为C类产品,介于两者中间的产品定为B类产品。
由图2可以看出, H1类和H2类产品是出入库频次最高的两类产品,即公司的主要产品,应当放置于靠近仓库存储区出入口位置,采用循环盘点的方式实施重点管理,并科学设定库存量,避免缺货;H3和H6类产品为B类产品,应当放置于仓库存储区的中间位置,采取常规性管理措施,定期盘点库存;H4和H5类产品为C类产品,应当放置于仓库存储区相对靠后的位置,鉴于此类产品生产量和出入库次数相对较少,应严格控制其库存量,以避免形成产品呆滞库存状况。
通过运用ABC分类法对库存产品进行科学分类,合理配置了仓储资源,使得公司产品月平均库存成本降低1533万元,为企业降本增效作出了积极的贡献。
RFID技术:产品拣选更便捷
在运用精益管理方法优化仓储功能布局、改善货架陈列、合理配置仓储资源的基础上,公司积极开发应用信息化技术,将RFID系统引入仓储管理。RFID系统主要由RFID读写器、电子标签、RFID中间件和应用系统软件四部分构成,借助射频技术对需求数据进行自动采集和传输。公司采用RFID读写器与电子标签、条码技术相结合的方式,将库位电子标签、拣货条码与读写器、收发天线连接成一体,构成了仓储管理信息化系统。每个库位安置一张电子标签,用于记录该库位的产品库存收发信息;仓储区域设置若干个收发天线,用于收集库位标签上的信息;产品库拣货条码含有待拣选产品信息,库管人员完成拣货作业后,可通过手持电子设备扫描条码,及时更新库位电子标签信息,主机系统则通过收发天线及时更新库存系统信息。
应用RFID系统技术后,一方面大幅降低了以往由库管人员凭经验拣货导致的重复行走等人工成本;另一方面,RFID系统标准化拣货作业流程提升了库管人员拣货的准确率,拣货效率提升30%。
通过将精益管理方法运用于仓储管理,中航标的订单准时交付率由2017年的82.81%提升至2019年的95.21%。根据公司对客户的跟踪调研和客户对公司的绩效考评统计,客户平均满意度由2018年的67.4%提升至2019年的80%,其中7家重点客户满意度均提升至82%以上。■
主要参考文献
[1] 伊俊敏.物流工程.北京:电子工业出版社,2013.
[2] 郝燕.基于EIQ-ABC模型的仓库管理优化—以H商场配送中心仓库管理优化为例.物流技术,2015,34(15).
[3] 程曦.RFID应用指南.北京:电子工业出版社, 2011.
作者单位
中国航空工业标准件制造有限责任公司
|
